
Analysis of Torrefied Biomass
Background on Torrefied Biomass


Torrefaction will remove moisture and volatiles from the biomass, with the types of constituents that are removed, and their extent of removal, being dependent on the temperature used and the duration of the process.
Analysis of Torrefied Biomass at Celignis
Celignis Analytical can determine the following properties of Torrefied Biomass samples:
Lignocellulosic Properties of Torrefied Biomass
Cellulose Content of Torrefied Biomass
Click here to see the Celignis Analysis Packages that determine Cellulose Content
Request a QuoteCellulose Content
Hemicellulose Content of Torrefied Biomass
Click here to see the Celignis Analysis Packages that determine Hemicellulose Content
Request a QuoteHemicellulose Content
Lignin Content of Torrefied Biomass

Click here to see the Celignis Analysis Packages that determine Lignin Content
Request a QuoteLignin Content
Starch Content of Torrefied Biomass
Click here to see the Celignis Analysis Packages that determine Starch Content
Request a QuoteStarch Content

Uronic Acid Content of Torrefied Biomass

Click here to see the Celignis Analysis Packages that determine Uronic Acid Content
Request a QuoteUronic Acid Content
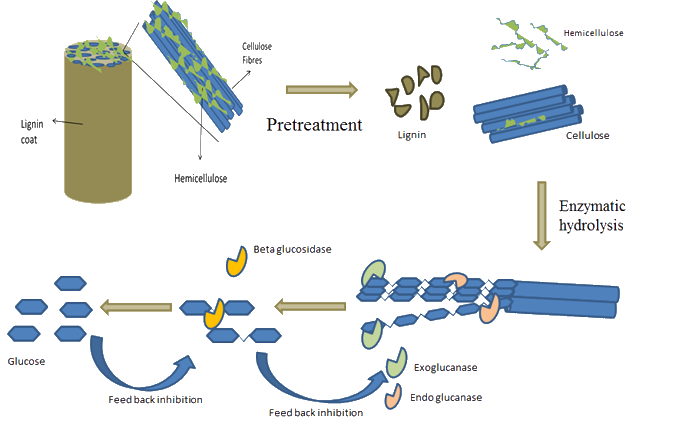
Enzymatic Hydrolysis of Torrefied Biomass
Click here to see the Celignis Analysis Packages that determine Enzymatic Hydrolysis
Request a QuoteEnzymatic Hydrolysis
Bioenergy Properties of Torrefied Biomass
Ash Content of Torrefied Biomass

Click here to see the Celignis Analysis Packages that determine Ash Content
Request a QuoteAsh Content
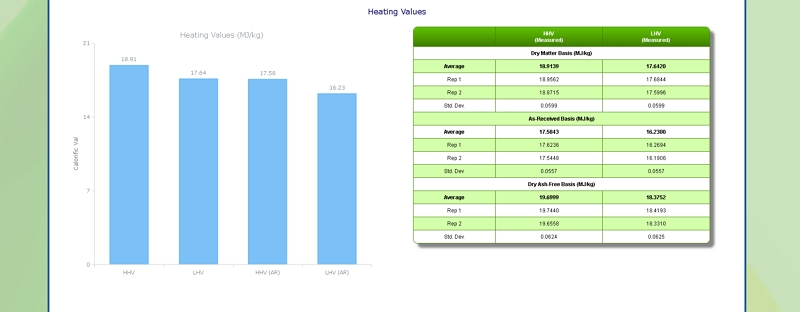
Heating (Calorific) Value of Torrefied Biomass
Click here to see the Celignis Analysis Packages that determine Heating (Calorific) Value
Request a QuoteHeating (Calorific) Value
Ash Melting Behaviour of Torrefied Biomass
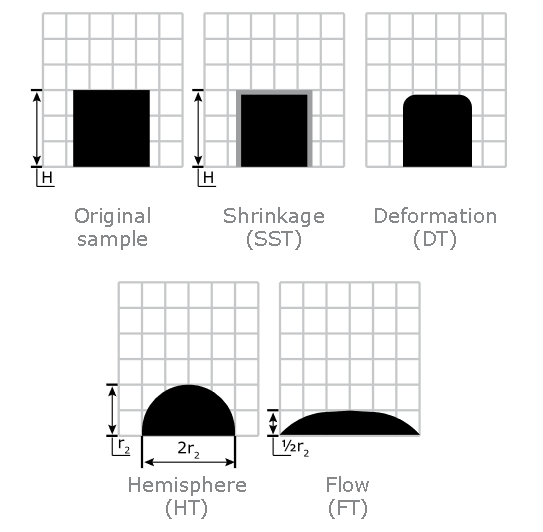
Ash Shrinkage Starting Temperature (SST) - This occurs when the area of the test piece of Torrefied Biomass ash falls below 95% of the original test piece area.
Ash Deformation Temperature (DT) - The temperature at which the first signs of rounding of the edges of the test piece occurs due to melting.
Ash Hemisphere Temperature (HT) - When the test piece of Torrefied Biomass ash forms a hemisphere (i.e. the height becomes equal to half the base diameter).
Ash Flow Temperature (FT) - The temperature at which the Torrefied Biomass ash is spread out over the supporting tile in a layer, the height of which is half of the test piece at the hemisphere temperature.
Click here to see the Celignis Analysis Packages that determine Ash Melting Behaviour
Request a QuoteAsh Melting Behaviour
Major and Minor Elements in Torrefied Biomass
We can also determine the levels of 13 different minor elements (such as arsenic, copper, and zinc) that may be present in Torrefied Biomass.
Click here to see the Celignis Analysis Packages that determine Major and Minor Elements
Request a QuoteMajor and Minor Elements

Analysis of Torrefied Biomass for Anaerobic Digestion
Biomethane potential (BMP) of Torrefied Biomass

Click here to see the Celignis Analysis Packages that determine BMP
Request a QuoteBMP
Physical Properties of Torrefied Biomass
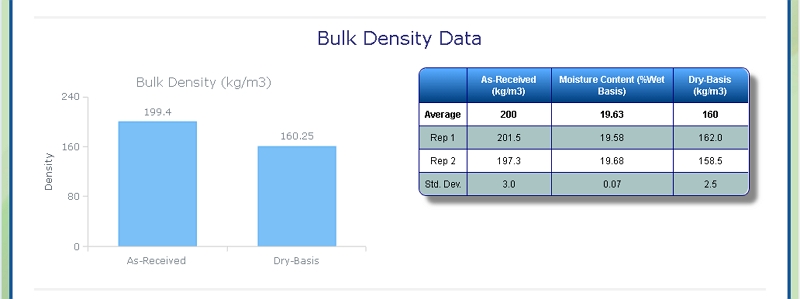
Bulk Density of Torrefied Biomass
At Celignis we can determine the bulk density of biomass samples, including Torrefied Biomass, according to ISO standard 17828 (2015). This method requires the biomass to be in an appropriate form (chips or powder) for density determination.
Click here to see the Celignis Analysis Packages that determine Bulk Density
Request a QuoteBulk Density
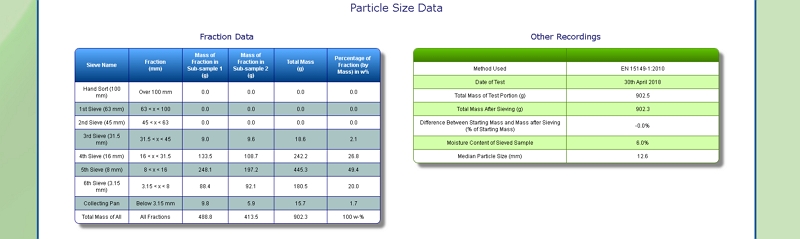
Particle Size of Torrefied Biomass
Click here to see the Celignis Analysis Packages that determine Particle Size
Request a QuoteParticle Size
The biofuel production potentials for encroacher and invasive bush biomass species found in Southern Africa were assessed using different valorization routes. Theoretical models were employed to calculate the biofuel yields. The gasification-catalytic route produced highest ethanol yields (450–488 L/t) while the lowest values were from enzymatic/acid hydrolysis-to-fermentation route. Blue gum gave the highest ethanol yields. Biodiesel and naphtha yields produced through Fischer-Tropsch synthesis were highest for blue gum (196 L/t) and lowest for Acacia raficiens (176 L/t). The highest biogas and biomethane potential of 458 L/kg.VS and 229 L/kg.VS respectively were obtained from black wattle while the respective lower values (270 L/kg.VS and 132 L/kg.VS) were recorded for blue gum. Senegalia mellifera gave the highest torrefied biofuel energy and mass yields at 0.92 and 0.97 respectively while black wattle had the lowest mass and energy yields at 0.75 and 0.83 respectively. From an energy yield basis, the acid hydrolysis-fermentation route yielded an average of 3.69 GJ/t of biomass while the highest yields came from the gasification-catalytic conversion route which was 9.7 GJ/t. The average energy yield variations across biomass species ranged 5.11–6.19 GJ/t which is around 30 % of the raw biomass' calorific value. These early results provide insights towards the best pairing of appropriate biomass species and energy conversion route. Further evaluations of these biomass-valorization technology pairing to unpack process efficiencies, cost and kinetics are required using real process experiments instead of using theoretical models. These additional tests should include sustainability assessment to guide future commercialization decisions. | |
A number of biomass processing plants that use torrefaction technology are coming up globally as this technology advances from several years of pilot and laboratory research studies to commercialization. However, continued and sustainable growth of biomass torrefaction industry hinges on the accessibility to critical technology information by decision makers especially on process efficiency measurement. This study attempts to organize and put together critical process efficiency measurement information about torrefaction technologies and later zeroes on one specific torrefaction technology called the superheated steam (SHS) torrefaction technology. The study focusses on different torrefaction technologies' applicability to processing bush encroacher and invasive bush species commonly found in Southern Africa. The study includes (a) a brief and general review of torrefaction processing plant performance metrics (b) a collection of plant and product performance information pertaining to a case study that employed SHS torrefaction technology on encroacher and invasive bush species of Southern Africa. The main objective of this study is to disseminate knowledge that can be useful in advancing SHS torrefaction technology towards addressing bush encroachment related issues, while fighting climate change through the production of renewable solid biofuels and biochemicals from these bushy woods. The review established that SHS torrefaction of Southern African encroacher and invasive bushes is technically feasible although additional optimization studies are required to prove commercial viability and improve competitiveness of the technology over fossil based processes and products. | |
Solid-fuel stoves are at the heart of many homes not only in developing nations, but also in developed regions where there is significant deployment of such heating appliances. They are often operated inefficiently and in association with high emission fuels like wood. This leads to disproportionate air pollution contributions. Despite the proliferation of these appliances, an understanding of particulate matter (PM) emissions from these sources remains relatively low. Emissions from five solid fuels are quantified using a 'conventional' and an Ecodesign stove. PM measurements are obtained using both 'hot filter' sampling of the raw flue gas, and sampling of cooled, diluted flue gas using an Aerosol Chemical Speciation Monitor and AE33 aethalometer. PM emissions factors (EF) derived from diluted flue gas incorporate light condensable organic compounds; hence they are generally higher than those obtained with 'hot filter' sampling, which do not. Overall, the PM EFs ranged from 0.2 to 108.2 g GJ-1 for solid fuels. The PM EF determined for a solid fuel depends strongly on the measurement method employed and on user behavior, and less strongly on secondary air supply and stove type. Kerosene-based firelighters were found to make a disproportionately high contribution to PM emissions. Organic aerosol dominated PM composition for all fuels, constituting 50-65% of PM from bituminous and low-smoke ovoids, and 85-95% from torrefied olive stone (TOS) briquettes, sod peat, and wood logs. Torrefied biomass and low-smoke ovoids were found to yield the lowest PM emissions. Substituting these fuels for smoky coal, peat, and wood could reduce PM2.5 emissions by approximately 63%. | |
The main goal of this work was to determine the differences in the composition of the surface and bulk of lignocellulosic feedstock subjected to torrefaction. Miscanthus x giganteus and Willow were used as widely available types of second generation of biomass. The surface of the samples was primarily characterized by time-of-flight secondary ion mass spectrometry. The bulk of the investigated biomass was analyzed by Fourier transform infrared spectroscopy, thermogravimetry and classical chemical methods. The results obtained show that the destruction of the surface of both Miscanthus x giganteus and Willow begin at lower temperature than that observed for the bulk. Moreover, in the case of Miscanthus x giganteus the possibility of the partial surface decomposition of not only the hemicellulose and cellulose but also lignin structure is pointed out. The observed differences between the behavior of the uppermost and deeper layers of the studied biomass samples indicate that the efficiency of their thermal degradation is different and should be taken into account when discussing the torrefaction process. | |
Examples of Other Feedstocks Analysed at Celignis
Lignin (Klason), Lignin (Acid Soluble), Acid Insoluble Residue, Ash (Acid Insoluble),
As P10 plus protein-corrected lignin, water-soluble sugars, uronic acids, acetyl content and starch.
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Xylose in Enzyme Hydrolysate, Arabinose in Enzyme Hydrolysate, Mannose in Enzyme Hydrolysate, Galactose in Enzyme Hydrolysate, Rhamnose in Enzyme Hydrolysate, Cellobiose in Enzyme Hydrolysate, Enzymatic Hydrolysis Kinetics, Cellulose Conversion Yield, Xylan Conversion Yield, Combined Sugar Yield, Cellulose Conversion Rate, Xylan Conversion Rate,
As P121 plus comparisons with data from the non-pretreated original sample, including: Increase in Cellulose Accessibility after Pre-Treatment, Percent Increase in Cellulose Conversion Efficiency, Percent Increase in Cellulose Conversion Rate.
As P9 but on the solid residue after enzymatic hydrolysis.
Formic Acid, Acetic Acid, Levulinic Acid, Furfural, Hydroxymethylfurfural,
Includes all hydrolysate sugars and kinetics in P121 and: Cellulose Conversion Yield, Cellulose Conversion Rate
Includes all hydrolysate sugars and kinetics in P121 and: Xylan Conversion Yield, Xylan Conversion Rate
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Maltose in Enzyme Hydrolysate, a-Amylase Hydrolysis Kinetics, Glucoamylase Hydrolysis Kinetics,
Glucose, Xylose, Fructose, Sucrose, Mannose, Arabinose, Galactose, Rhamnose, Xylitol, Sorbitol, Trehalose, Mannitol, Arabinitol, Glycerol, Raffinose,
Levulinic Acid, Formic Acid, Hydroxymethylfurfural, Furfural, Acetic Acid, gamma-Valerolactone,
Xylobiose, Xylotriose, Arabinobiose, Arabinotriose,
Maltose, Maltotriose, Maltotetraose, Maltopentaose, Maltohexaose, Maltoheptaose, Maltooctaose,
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Fucose, Mannitol, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Total Sugars, Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, Iduronic Acid,
Alanine, Arginine, Aspartic Acid, Asparagine, Cystine, Glutamic Acid, Glutamine, Glycine, Histidine, Isoleucine, Leucine, Lysine, Methionine, Phenylalanine, Proline, Serine, Threonine, Tryptophan, Tyrosine, Valine,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Arachidic Acid, Behenic Acid, Decanoic Acid, Erucic Acid, Lauric Acid, Linoleic Acid, Linolenic Acid, Myristic Acid, Caprylic Acid, Oleic Acid, Palmitic Acid, Palmitoleic Acid, Stearic Acid, Lignoceric Acid,
Fucoxanthin, Astaxanthin, Chlorophyll-c, Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Antheraxanthin, Violaxanthin,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Astaxanthin, Zeaxanthin, Antheraxanthin, Violaxanthin,
Biomethane Potential (BMP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Residual Biogas Potential (RBP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Acetic Acid, Lactic Acid, Propionic Acid, Butyric Acid, Isobutyric Acid, Valeric Acid, Isovaleric Acid,
Levoglucosan, Cellobiosan, Mannosan, Galactosan, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Fucose, Sucrose, Cellobiose, Total Sugars,
31 constituents including Phenol, Furfural, Syringol, and Vanillin
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (5 Point Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (20 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (40 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
Moisture, Ash Content (815C), Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Chlorine, Volatile Matter, Fixed Carbon, Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium, Gross Calorific Value, Net Calorific Value, Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
As P393 plus inorganic carbon, organic carbon, TGA (under nitrogen and air), and inherent moisture
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Acenaphthene, Acenaphthylene, Anthracene, Benz[a]anthracene, Benzo[b]fluoranthene, Benzo[k]fluoranthene, Benzo[ghi]perylene, Benzo[a]pyrene, Chrysene, Dibenz[a,h]anthracene, Fluoranthene, Fluorene, Indeno[1,2,3-cd]pyrene, 1-Methylnaphthalene, 2-Methylnaphthalene, Naphthalene, Phenanthrene, Pyrene,
Time to Germination, Mean Shoot Length (Week 1), Mean Shoot Length (Week 2), Mean Shoot Length (Week 3), Mean Shoot Length (Week 4), Shoot Weight (Week 4), Mean Root Length (Week 4), Root Weight (Week 4),
As Deluxe package plus P383, SEM Imaging (P387) and Plant Growth Trials (P388)
Includes everything from P391 (Physical Properties Ultimate), P394 (Thermal Properties Ultimate), and P397 (Soil Amendment Ultimate)
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Volatile Matter, Fixed Carbon, Moisture, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Gross Calorific Value, Net Calorific Value, Chlorine,
Ash Shrinkage Starting Temperature (Oxidising), Ash Deformation Temperature (Oxidising), Ash Hemisphere Temperature (Oxidising), Ash Flow Temperature (Oxidising),
Our Custom Chatbot is Integrated into the Celignis Database
We are proud to announce the launch of Celignis InSightAI, a powerful artificial intelligence (AI) tool developed by Celignis and integrated with the Celignis Database. It functions as a highly-customised chatbot, focused on providing insights and conclusions from the data displayed on the page. Once launched, and authorised by the user, it has access to the results presented on the Database page and the user can ask it questions about those results.
A 30-second video outlining some of its functionality is provided below.
Read...
Iowa-based Facility will Offer Our Services to US-Based Clients
We're delighted to announce that today marks the official launch date of Celignis USA. This latest development in the extension of the Celignis family will offer all of Celignis's services to US-based clients. The 10,000 sq. ft facility is located in Waterloo, Iowa and leverages Celignis's 11 years of expertise in the bioeconomy.

Click here to read more about Celignis USA and our history leading to this point.

Read...
Articles cover bioprocess development as well as analytical services across many different sectors
We currently offer over 150 analysis packages, covering close to 400 different analytes. We have been proud to provide data to a diverse array of clients over the years, including many from research institutions. A recent literature search found a large number of peer-reviewed articles citing data provided by Celignis. These papers cover our
Read...
